England
Pharmaceutical Refrigeration Project
Our customer required three critically temperature controlled chambers in which to store environment sensitive Pharmaceutical Products. This was to be completed over two time critical phases. The first phase was to include the installation of a 500m² Sorting Area and a 1500m² cold storage facility and the second phase accounting for the installation of an adjoining 2200m² cold storage facility. The complete turnkey package was to be completed over a 16 week period and more importantly they specified 100% contingency due to the critical nature and expense of the pharmaceuticals to be stored within the chambers.




Storage description
Stefani evaporators and remote condensers were the preferred selection and they were married up with Refrigeration Packs operating on R449A refrigerant.
Storage informations
Energy efficiency, operating costs and environmental impact was extensively condsidered. We therefore specified EC fan motors be fitted on all the Stefani Products. Electronic Expansion Valves were fitted and the Lead Compressor on each refrigeration pack was inverter driven to maximise efficiency and reduce running costs. The total cooling required over the three chambers was 340kw.
Installed products
Phase1:
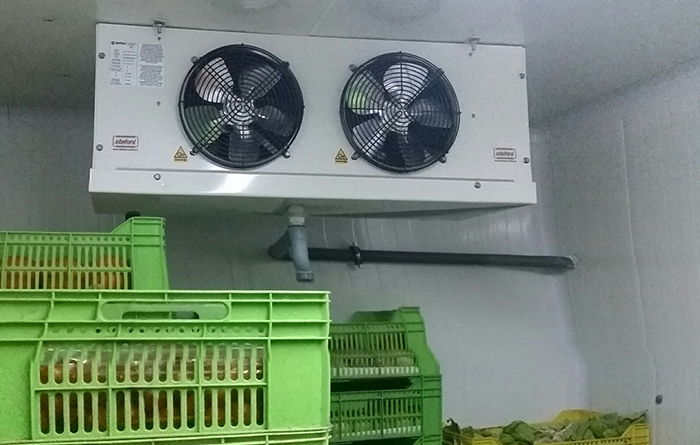
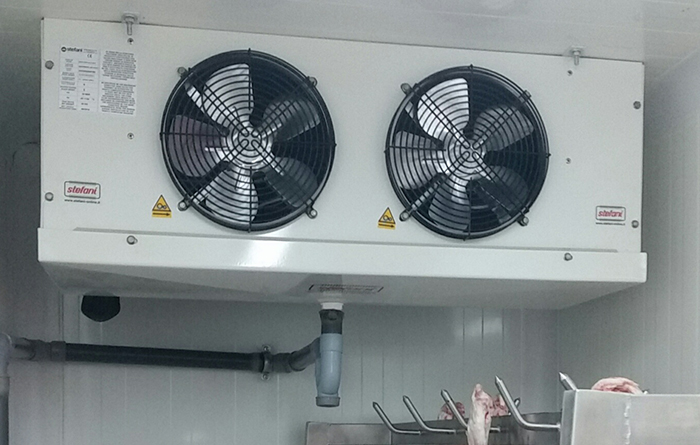
– 2 x BOREA E50-3 and 2 x E45-4 Evaporators were installed within the Sorting Area.
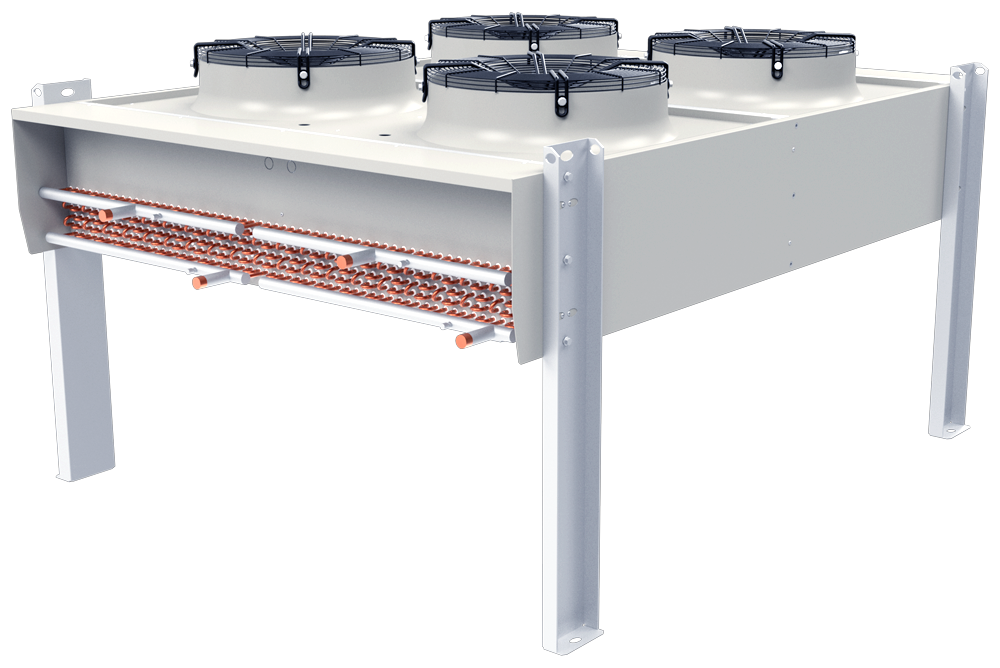
– 8 x ZEFIRO E45-4 Dual Discharge Evaporators and 2 x BOREA E35-4 Evaporators were installed within Storage Facility No1. These evaporators were equally split across two refrigeration packs to provide 100% contingency and were served by a dual circuit Stefani SCIROCCO L90-3.2 remote condenser fitted with EC Fans.
Phase2:
– 10 x ZEFIRO E45-4 Dual Discharge Evaporators were installed. All evaporators were split equally across two refrigeration packs to provide 100% contingency and were served by a dual circuit Stefani SCIROCCO L90-4.2 remote condenser fitted with EC fans.
Air distribution and air movement were of paramount importance because we had to ensure that all coldstore chambers maintained a critical uniform temperature. All areas were thermally mapped at ground, mid and high level utilising numerous data loggers, which provided the client with essential data for analysis and evidence of correct storage. We selected the ZEFIRO evaporators with EC Fans and a 5k TD (and off cycle defrost) for the two main storage chambers to ensure that the air was distributed above the product sat on top of the pallet racking. This had to be low velocity air with a face / air off temperature close to the store temperature to eliminate cold spots. The cold stores were consistently between 3.9 – 4.2’C.
The SCIROCCO condensers with EC Fans were selected to ensure that the required dBA noise levels were not exceeded.


Advantage obtained
Stefani manufacture products are of high quality and we are extremely felxible in our approach to providing solutions. Our client benefitted from the energy saving features of the EC Fans and the uniform air distibution from the evaporators. The efficiency of our heat exchangers is market leading and the fact that we can reduce the refrigerant charge by 15% as a result of the coil design is a major benefit to the client and the environment.
The word to the customer
“The selection of the Refrigeration Contractor was crucial to the success of this project. Their bespoke software and energy saving solutions, utilising high quality products such as the Stefani range of evaporators and condensers with EC Fans has resulted in the delivery of an effective and energy efficient plant.”
England
Pharmaceutical Refrigeration Project
Our customer required three critically temperature controlled chambers in which to store environment sensitive Pharmaceutical Products. This was to be completed over two time critical phases. The first phase was to include the installation of a 500m² Sorting Area and a 1500m² cold storage facility and the second phase accounting for the installation of an adjoining 2200m² cold storage facility. The complete turnkey package was to be completed over a 16 week period and more importantly they specified 100% contingency due to the critical nature and expense of the pharmaceuticals to be stored within the chambers.
Storage description
Stefani evaporators and remote condensers were the preferred selection and they were married up with Refrigeration Packs operating on R449A refrigerant.
Storage informations
Energy efficiency, operating costs and environmental impact was extensively condsidered. We therefore specified EC fan motors be fitted on all the Stefani Products. Electronic Expansion Valves were fitted and the Lead Compressor on each refrigeration pack was inverter driven to maximise efficiency and reduce running costs. The total cooling required over the three chambers was 340kw.
Installed products
Phase1:
– 2 x BOREA E50-3 and 2 x E45-4 Evaporators were installed within the Sorting Area.
– 8 x ZEFIRO E45-4 Dual Discharge Evaporators and 2 x BOREA E35-4 Evaporators were installed within Storage Facility No1. These evaporators were equally split across two refrigeration packs to provide 100% contingency and were served by a dual circuit Stefani SCIROCCO L90-3.2 remote condenser fitted with EC Fans.
Phase2:
– 10 x ZEFIRO E45-4 Dual Discharge Evaporators were installed. All evaporators were split equally across two refrigeration packs to provide 100% contingency and were served by a dual circuit Stefani SCIROCCO L90-4.2 remote condenser fitted with EC fans.
Air distribution and air movement were of paramount importance because we had to ensure that all coldstore chambers maintained a critical uniform temperature. All areas were thermally mapped at ground, mid and high level utilising numerous data loggers, which provided the client with essential data for analysis and evidence of correct storage. We selected the ZEFIRO evaporators with EC Fans and a 5k TD (and off cycle defrost) for the two main storage chambers to ensure that the air was distributed above the product sat on top of the pallet racking. This had to be low velocity air with a face / air off temperature close to the store temperature to eliminate cold spots. The cold stores were consistently between 3.9 – 4.2’C.
The SCIROCCO condensers with EC Fans were selected to ensure that the required dBA noise levels were not exceeded.
Advantage obtained
Stefani manufacture products are of high quality and we are extremely felxible in our approach to providing solutions. Our client benefitted from the energy saving features of the EC Fans and the uniform air distibution from the evaporators. The efficiency of our heat exchangers is market leading and the fact that we can reduce the refrigerant charge by 15% as a result of the coil design is a major benefit to the client and the environment.
The word to the customer
“The selection of the Refrigeration Contractor was crucial to the success of this project. Their bespoke software and energy saving solutions, utilising high quality products such as the Stefani range of evaporators and condensers with EC Fans has resulted in the delivery of an effective and energy efficient plant.”