Verona, Italy
Cold storage facility for fresh and frozen food products
The customer, who has a storage plant for both fresh and frozen food products, needs to maintain the cold cycle within the plant.







Storage description
The plant has two separate compressor stations: one dedicated to the management of positive temperature cold rooms for fresh food products and the other to the management of low temperature cold rooms for frozen food products.
Storage informations
The plant handles 11,000 m³ of positive temperature refrigeration, with 420 kW cooling capacity, and 5,000 m³ of low temperature refrigeration, with 105 kW cooling capacity.
Installed products
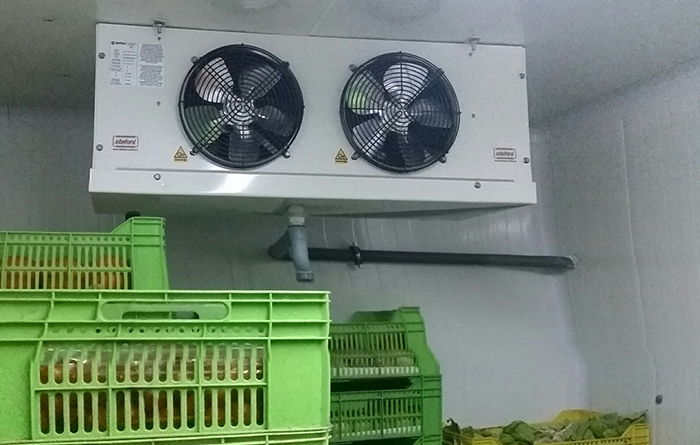
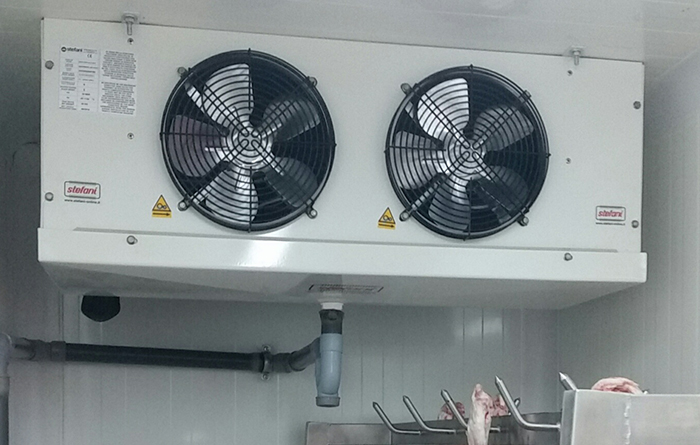
In the cold store anteroom: the cold cycle is maintained and ambient humidity is reduced with 3 Zefiro double-flow air coolers, for a total of 60 kW cooling capacity.
In order to minimise the overall dimensions, it was decided to use machines that are very close to the ceiling, while, to guarantee efficient condensate drainage, it was decided to insert particularly inclined tanks.
In the positive temperature cold rooms, 0°C: 6 Grecale 560 industrial cubic air coolers, for a total of 360 kW cooling capacity
The machines used are very compact and are characterised by optimised ventilation, guaranteed by a specially sized plenum.
In the negative temperature cold rooms, -25°C: 4 Grecale 800 industrial cubic air coolers, for a total of 240 kW cooling capacity.
These industrial cubic air coolers provide a reduction of 1°C every 5 minutes.
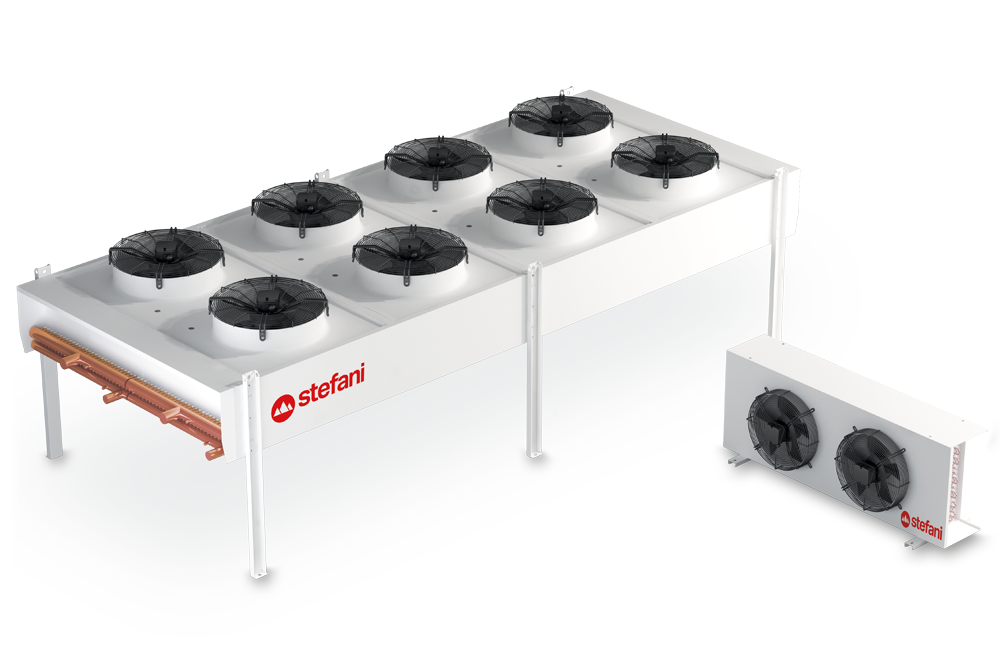
Remote condenser: 1 Scirocco condenser for a total of 400 kW heat exchange.
This condenser guarantees a standard level of silent operation, with 55 dB(A) at 10 metres.
It is a “contact free” system, offering excellent reliability against leakage and requiring a low refrigerant charge.


Advantage obtained
Thanks to our machines, the system is able to maintain the cooling cycle with excellent energy efficiency.
A delicate order, managed thanks to the collaboration with an important and loyal customer who, over the years, continues to choose our products to create high performance systems characterised by very high quality.
The word to the customer
“Working with Stefani is always an enriching experience thanks to the great expertise that this partner can offer both in terms of consultancy and improvement of plant performance.”
Verona, Italy
Cold storage facility for fresh and frozen food products
The customer, who has a storage plant for both fresh and frozen food products, needs to maintain the cold cycle within the plant.
Storage description
The plant has two separate compressor stations: one dedicated to the management of positive temperature cold rooms for fresh food products and the other to the management of low temperature cold rooms for frozen food products.
Storage informations
The plant handles 11,000 m³ of positive temperature refrigeration, with 420 kW cooling capacity, and 5,000 m³ of low temperature refrigeration, with 105 kW cooling capacity.
Installed products
In the cold store anteroom: the cold cycle is maintained and ambient humidity is reduced with 3 Zefiro double-flow air coolers, for a total of 60 kW cooling capacity.
In order to minimise the overall dimensions, it was decided to use machines that are very close to the ceiling, while, to guarantee efficient condensate drainage, it was decided to insert particularly inclined tanks.
In the positive temperature cold rooms, 0°C: 6 Grecale 560 industrial cubic air coolers, for a total of 360 kW cooling capacity
The machines used are very compact and are characterised by optimised ventilation, guaranteed by a specially sized plenum.
In the negative temperature cold rooms, -25°C: 4 Grecale 800 industrial cubic air coolers, for a total of 240 kW cooling capacity.
These industrial cubic air coolers provide a reduction of 1°C every 5 minutes.
Remote condenser: 1 Scirocco condenser for a total of 400 kW heat exchange.
This condenser guarantees a standard level of silent operation, with 55 dB(A) at 10 metres.
It is a “contact free” system, offering excellent reliability against leakage and requiring a low refrigerant charge.
Advantage obtained
Thanks to our machines, the system is able to maintain the cooling cycle with excellent energy efficiency.
A delicate order, managed thanks to the collaboration with an important and loyal customer who, over the years, continues to choose our products to create high performance systems characterised by very high quality.
The word to the customer
“Working with Stefani is always an enriching experience thanks to the great expertise that this partner can offer both in terms of consultancy and improvement of plant performance.”